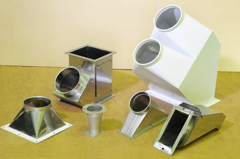
製缶加工なら大きい物から小さな物まで1個から短納期対応
溶接について問い合わせ

溶接について問い合わせ
今日の朝も一段と冷えてまいりました。
今日はお客様からTIG溶接の件で問い合わせがありましたので掲載します。
SUS304を溶接する場合TIG溶接などではナメ付け(溶加棒無し)でもかまいませんが、SUS304以外ですとその材質に合った溶加棒を使用します。
たとえばSUS430での溶接では309規格の溶加棒を使用します。 さらに溶け込みの深い溶接をする場合は310規格の溶加棒を使用します。
またアルゴン100%での溶接時、電流を上げれば溶け込みが深くなると思われますが、実際は125A以上上げましても溶融池が横に広がるばかりで深く溶け込みません。 ですので125Aぐらいの電流でゆっくりと進みます。
材質は限られますが、それでも溶け込みを深くする場合はアルゴン+水素混合ガスを使用する施工方法もあります。
あと弊社では溶接機のパルス機能を利用して高品質な溶接を施工してます。 勿論パルス機能の特性を理解してでの作業を行っております。 特徴としては溶接箇所が一段と割れにくくなります。 アルミ溶接の場合は調製によって薄板溶接が美しくなるなど利点があります。



鉄道

船舶

プラント設備
その他実績




有限会社若元工業
〒737-2503
広島県呉市安浦町安登3561
TEL 0823-84-2996
FAX 0823-84-3129